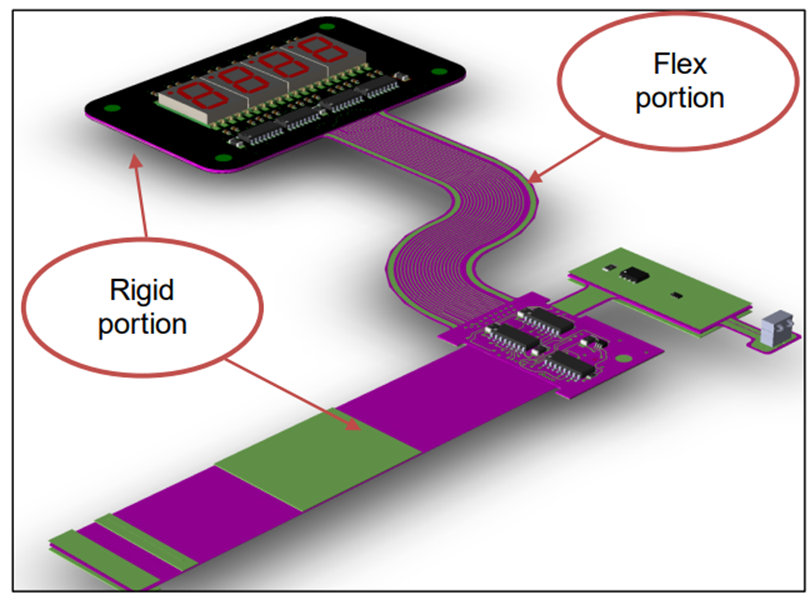
Rigid-Flex-kort är innovativa kretskortsdesigner som har både styvhet och flexibilitet. Den här artikeln introducerar tillverkningsstegen och nyckelpunkterna för Rigid-Flex-kort för att hjälpa läsarna att förstå hur man producerar dessa flexibla kretskort.
Att producera Rigid-Flex-kort innebär flera steg och specialiserade tillverkningstekniker. Det första steget i att producera Rigid-Flex-kort är design och planering. Detta innebär att bestämma placeringen av styva och flexibla områden på kortet, positionering av spår och kontakter, planering av signal- och effektlager och så vidare. Professionell kretsdesignprogramvara som Altium Designer eller Cadence Allegro används för att designa och säkerställa överensstämmelse med kretsdesignkrav och specifikationer.
Nästa steg är valet av substratmaterial. Kombinationen av styva och flexibla kretskort uppnås genom att limma ihop en flexibel kretskort (FCCL) och en styv kretskort (FR4) med hjälp av ett lim.

1. Den flexibla kortsektionen består av två delar: det flexibla kortsubstratet och täckfilmen. Det flexibla kortsubstratet kan vidare delas in i två typer: limbaserat och icke-limbaserat. Det limbaserade substratet består av lim, kopparfolie och PI (polyimid). Det har dålig tillförlitlighet och böjegenskaper. Det icke-limbaserade substratet består av PI (polyimid) och kopparfolie. Det har god tillförlitlighet och böjegenskaper. Täckfilmen består av PI och bindemedel. Bindmedlen inkluderar akryllim och epoxihartslim. 2. Limsektion: Limsektionen består av icke-flytande halvhärdade ark (No Flow PP, förkortat NF) och rent lim (akryllim). NF: Bestående av epoxiharts, glasfibrer och fyllmedel, har NF minimalt limöverskott och används för selektiv limning av produkter. Rent lim: Allmänt känt som "akryllim" eller vetenskapligt kallat "akrylsyra". Det har god flexibilitet men en relativt stor värmeutvidgningskoefficient, främst används för laminering av flera lager av flexibla kort. 3. För den styva skivsektionen inkluderar vanliga material FR4, KB och Shengyi.

Efter att ha valt material går vi vidare till produktionsfasen för styva flexibla kort. Det första steget är att skapa en styv del av kortet. Detta involverar processer som borrning av hål, hålgenomgångsplätering, kopparplätering, etsning och lödmaskapplicering, precis som vid vanlig kretskortstillverkning. Enligt designkraven utförs borrningar på ett styvt kort. Dessa hål används för komponentinstallation, upprättande av sammankopplingar och tillhandahållande av elektriska banor. Borrning kan göras med en borrmaskin eller en laserborrmaskin. Efter borrningen pläteras ett tunt lager koppar på hålens innerväggar genom hålgenomgångsgalvanisering. Detta görs för att säkerställa att hålens innerväggar är ledande för framtida elektriska anslutningar. Ett lager koppar beläggs på hela ytan av det styva kortet för att bilda ett ledande lager. Detta kopparlager fungerar som grunden för kretsen och förbinder olika komponenter och sammankopplingsbanor. Genom en etsningsprocess avlägsnas de icke-kretsdelar som täcks av kopparlagret, vilket lämnar endast de nödvändiga trådarna och spåren för kretsen. Detta skapar kretsmönstret. Efter etsning appliceras en lödmask som ett skyddande lager över kopparskiktet för att förhindra oönskade lödanslutningar. Efter att ovanstående steg har slutförts är tillverkningen av den styva delen av kretsen i huvudsak klar. Därefter lamineras det valda flexibla materialet på en släppfilm eller ett substrat för att förbereda det flexibla substratet. En teknik som liknar PCB-tillverkning kommer att användas, vilket involverar applicering av ett kopparskikt och mönstringsprocesser. De styva och flexibla skikten kommer att justeras och bindas samman exakt. Detta steg kan kräva användning av lim, värme och tryck för att bilda en stark bindning mellan skikten. Skapa vias för att upprätta elektriska anslutningar mellan styva och flexibla skikt. Detta kan uppnås genom processer som laserborrning eller mekanisk borrning av mikrovias, beroende på designkraven. Installera komponenter på den styva delen av kortet med antingen standard ytmonteringsteknik (SMT) eller hålmonteringsteknik. När komponenter placeras nära böjningsområdet bör särskild uppmärksamhet ägnas åt att säkerställa att de tål böjningen. När komponenterna är installerade kan den flexibla delen av kortet böjas och formas enligt önskad form. Detta uppnås vanligtvis genom att använda dedikerad utrustning som applicerar kontrollerat tryck och värme för att skapa de önskade böjpunkterna.

Slutligen utförs noggranna tester och inspektioner för att säkerställa funktionaliteten och tillförlitligheten hos de styva flexibla skivorna. Detta inkluderar termisk stresstestning, termisk chocktestning, fukt- och isolationsmotståndstestning, spänningsuthållighetstestning, skalningshållfasthetstestning, dragprovning och böjningstestning.Termiskt stresstest Testets syfte: Att bedöma effekten av termisk stress på bindningskvaliteten och beläggningsintegriteten hos den färdiga styv-flexibla platta efter bakning och högtemperaturchock. Testutrustning: Ugn, lödkärl Testmetod: Placera den styv-flexibla platta i ugnen för bakning enligt kundens specifikationer. Om det inte finns några specifika instruktioner, följ IPC-standarder och baka vid 120 °C i minst 2 timmar. Använd en tång för att ta ut testplattan ur ugnen och placera den på ett galler för att svalna till rumstemperatur. Applicera flussmedel på båda sidor av testplattan, kläm fast den med en tång och utsätt den för termiskt stresstest genom att doppa den i smält lod på lödkärlets yta. Termisk stresstemperatur bör bibehållas vid 288 ± 5 °C under en tid av 10 + 1/- 0 sekunder, upprepat 3 gånger (eller enligt kundens specifikation). Acceptanskriterier: Förekomst av delaminering eller blåsbildning är inte tillåten, enligt IPC-TM-650268. Testning av heta och kalla chocker Syfte: Att bedöma kvaliteten på beläggningen och materialstrukturen hos styva flexibla kretskort under cykliska chocker vid hög och låg temperatur. Testinstrument: A) Termisk chockkammare B) Mikroohmmeter C) Metallografiskt mikroskop Testmetod: Identifiera de ledande kretsar som ska testas på testkortet och mät deras resistans med en mikroohmmeter. Placera testkortet i termisk chockkammaren och utsätt det för de angivna förhållandena, antingen enligt kundens krav eller IPC-standarder, vid ett temperaturområde på -55 °C till 125 °C i 15 minuter, med 100 cykler. Efter testningen, låt kortet återgå till rumstemperatur och mät konduktivitetsresistansen med en mikroohmmeter. Acceptanskriterier: Enligt IPC-TM-6502672 bör den procentuella ökningen av resistansen hos det testade kortet efter testet inte överstiga 10 % ((efter test - före test) / före test * 100); det bör inte observeras någon delaminering eller sprickbildning i tvärsnittsanalysen. Fukt- och isolationsresistansprovning Syfte: Att bedöma påverkan av hög temperatur och fuktighet på isolationsresistansen hos den färdiga styvflexplattan. Testutrustning: A) Ugn med konstant temperatur B) Megohmmeter Testmetod: Placera testprovplattan i ugnen och baka den vid (50 ± 5 °C, 3 timmar), ta sedan ut den och låt den svalna till rumstemperatur. Placera den styvflexibla testplattan i kammaren med konstant temperatur och fuktighet och applicera en spänning på 100 ± 10 VDC. Mät testplattans isolationsresistans med en megohmmeter (mätspänning: 500 VDC). Ställ in temperatur och fuktighet och starta maskinen för konstant temperatur och fuktighet (förhållanden baserade på kundens eller IPC:s specifikationer: temperatur: 50 ± 5 °C, fuktighet: 85 ~ 93 % RF, varaktighet: 7 dagar). Efter att testet är klart, placera den styvflexibla testplattan i rumstemperatur och mät dess isolationsresistans inom 1-2 timmar, och registrera det uppmätta värdet.Godkännandekriterier: Enligt IPC-TM-650263IPC-6012-294&2.10.1 bör isolationsresistansen vara ≥500MΩ före testet och ≥100MΩ efter testet. Spänningstest Testsyfte: Att bestämma den lägsta spänningen vid vilken isoleringen mellan spåren på styvt-flexibla kort penetreras. Testutrustning: Högspänningsmaskin Testmetod: Placera det styvt-flexibla kortet i en ugn och baka det vid en temperatur på 49-60°C i minst 3 timmar. Ta bort kortet och låt det svalna till rumstemperatur. Öppna spänningstestaren och följ kundens krav eller IPC-testförhållanden (testspänning: 500+15/-0VDC, testtid: 30+3/-0 sekunder, läckström: 0,5mA). Bedömningskriterier: Enligt IPC-TM-650257, efter ett 30-sekunders test, indikerar ett grönt ljus ett godkänt (OK), medan ett rött ljus indikerar ett fel (NG). Avskalningstest Testsyfte: Att testa styrkan hos S/M, bläck och beläggningsvidhäftning på kopparytan för kvalificering. Testutrustning: 3M-tejp (modell 600, bredd 0,5 tum) Testmetod: Skär cirka 5 cm 3M-tejp och fäst den på kortet. Använd sedan handskar för att trycka fast tejpen ordentligt och ta bort eventuella luftbubblor. Dra snabbt tejpen horisontellt i riktning parallellt med det styva, flexibla testkortet (tejpen ska pressas och dras inom 1 minut). Godkännandekriterier: Enligt IPC-TM-65024.281&241, inspektera visuellt tejpen som skalas av. Inga rester av S/M, bläck eller beläggning får finnas kvar på tejpen. Dragtest Testsyfte: Att testa vidhäftningen mellan PP och kopparfolie. Testutrustning: Dragtestmaskin. Testmetod: Mät bredden på linjen som ska dras och välj en linje som är minst 2,5 cm från kortets kant och har en bredd på minst 0,125 cm. Använd en värmepistol för att blåsa den främre änden av den lina som ska testas och skrapa av linan med en skrapa cirka 0,5 tum lång. Fixera den skrapade änden av linan och utför ett dragtest (i en vinkel på 90 ± 5 grader) med en hastighet på minst 2 tum per minut tills en längd på minst 1 tum har uppnåtts. Bedömningskriterier: Enligt IPC-TM-650248&24.81 bör specifikationerna för det färdiga kortet vara lika med eller större än 6 lb/tum (1 lb = 0,454 kg). Substrat: A) 1/3 oz > 5 lb/tum, B) 0,5 oz > 6 lb/tum, C) 1 oz > 8 lb/tum, D) 2 oz > 10 lb/tum. Böjtest Testets syfte: Att testa den dynamiska böjningsprestandan hos FPC (Flexible Printed Circuit) och säkerställa stabiliteten hos elektrisk och signalöverföring under dynamisk användning. Testinstrument: Böjtestmaskin Testmetod: Svetsa trådarna till båda ändar av testkretsen och fäst dem på böjtestmaskinen. Ställ in böjtestparametrarna enligt kundens specifikationer eller IPC-standarder: innerdiametern på den fram- och återgående böjningen är 2,0 ± 0,2 mm, den fram- och återgående rörelsens slaglängd är 120 + 5 mm och testhastigheten är 100 varv/min.Antalet böjningar räknas tills strömavbrottet inträffar (impedansförändringshastigheten måste mätas under testet). Teststandard: Baserat på IPC-TM-65024.3. Slutligen utför vi den slutliga ytbehandlingen på det styva flexibla kortet, vilket inkluderar den slutliga ytbehandlingen och den skyddande beläggningen, såsom lödmask, ytbehandling och tätning. Under den slutliga ytbehandlingen av produktionen av styva flexibla kort krävs ytbehandling och applicering av skyddande beläggningar för att ge skydd och förbättra lödbarheten. Lödmask: Lödmask är en skyddande beläggning som appliceras på ett kretskort för att täcka och skydda områden som inte kräver lödning, såsom kretsspår och metalldynor. Det är vanligtvis ett grönt beläggningsskikt, men det kan också finnas i andra färger som röd, blå eller vit. Lödmask hjälper till att förhindra kortslutningar och elektriska störningar, samtidigt som det ger ett ytterligare skyddslager. Ytfinish: Ytfinish avser applicering av en beläggning eller plätering på metallytan på ett kretskort för att förbättra dess korrosionsbeständighet, lödbarhet och elektriska egenskaper. Vanliga metoder för ytbehandling inkluderar: Varmluftslödutjämning (HASL): Detta är en vanlig ytbehandlingsmetod som innebär att ett lager smält lödtenn beläggs på metallytan och sedan överflödigt lödtenn avlägsnas med en tryckluftskniv. Elektrolös nickelimmersionsguld (ENIG): Denna ytbehandlingsmetod innebär att ett lager nickel och ett lager guld sekventiellt avsätts på en metallyta. Den ger god planhet, lödbarhet och korrosionsbeständighet, vilket gör den lämplig för högprecisionskretsar. Organiskt lödbarhetskonserveringsmedel (OSP): Denna ytbehandlingsmetod bildar ett organiskt skyddande lager på metallytan, vilket ger skydd och korrosionsbeständighet. OSP-lagret måste appliceras strax före lödning, eftersom det inte har långsiktig stabilitet som andra ytbehandlingsmetoder. Konform beläggning: I kritiska områden av flexibla delar och kretskort kan ett lager konform beläggning appliceras för att ge ytterligare skydd. Konform beläggning är vanligtvis en transparent beläggning som appliceras på kretskortet för att täcka och skydda elektroniska komponenter, lödfogar och spårledningar. Denna beläggning hjälper till att förhindra skador på kretskortet från fukt, damm, kemikalier och andra miljöfaktorer, samtidigt som den ger isolering och korrosionsbeständighet. Dessa slutliga monteringssteg bidrar till hållbarheten, tillförlitligheten och stabiliteten hos styva flexibla kort. Genom att applicera lödmask, ytbehandling och tätningsbeläggningar kan kretskortens livslängd förlängas, vilket ger ytterligare skyddslager för att anpassa sig till olika miljöförhållanden. Detta hjälper till att skydda korten mot fukt, korrosion, kortslutningar,och andra negativa effekter samtidigt som man säkerställer tillförlitliga lödytor för säkra anslutningar under monteringsprocessen. Produktionen av styva flexibla kort kräver specialiserad kunskap och tekniker, men genom att följa rätt steg och riktlinjer kan högkvalitativa styva flexibla kort tillverkas framgångsrikt. Noggrannhet och kvalitetskontroll bör upprätthållas genom hela designprocessen, materialval, lamineringsbearbetning, monteringslödning och testvalidering. Med den kontinuerliga teknikutvecklingen kommer styva flexibla kort att spela en avgörande roll i ett bredare utbud av elektroniska enheter och erbjuda flexibla och tillförlitliga lösningar för innovativa elektroniska produkter.

Kundsupport