Kretskortsborrning är den dyraste och mest tidskrävande processen inom kretskortstillverkning. Kretskortsborrningsprocessen måste utföras noggrant eftersom även ett mindre misstag kan leda till betydande förluster. Borrningsprocessen är det viktigaste steget i kretskortstillverkning. Den utgör grunden för sammankopplingar mellan vias och olika lager, vilket gör borrningsfärdigheter extremt viktiga.PCB-borrningstekniker
Det finns huvudsakligen två typer av PCB-borrningstekniker: mekanisk borrning och laserborrning.
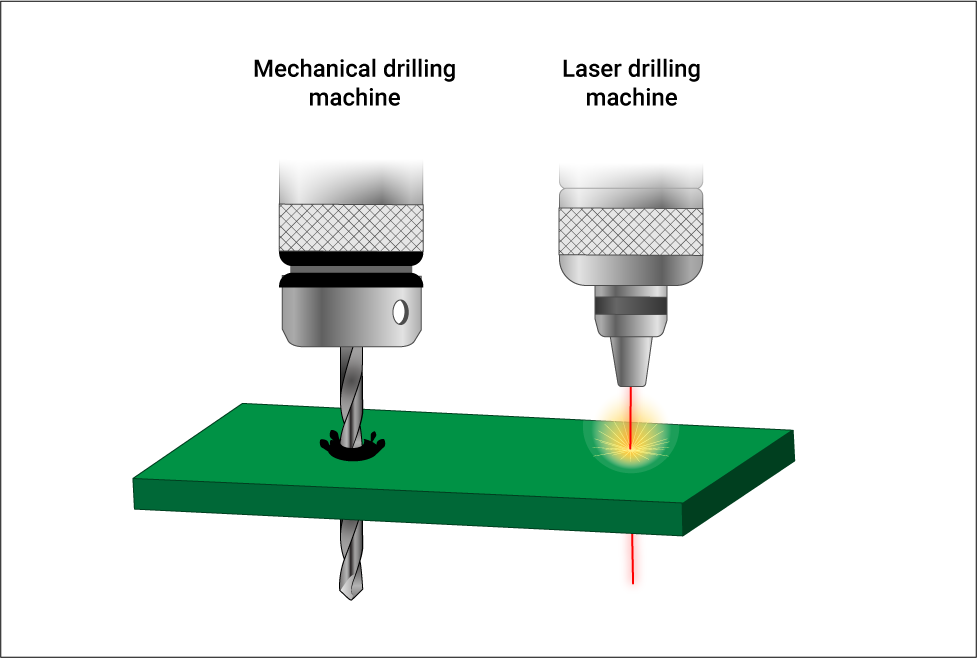
Mekanisk borrning har lägre noggrannhet men är enklare att utföra. Denna borrteknik innebär att man använder mekaniska borrkronor. Den minsta hålstorleken som dessa borrkronor kan producera är cirka 6 mil (0,006 tum). Begränsningar med mekanisk borrning Vid användning på mjukare material som FR4 kan mekaniska borrar användas i cirka 800 cykler. För material med högre densitet kan livslängden minska till 200 cykler. Om kretskortstillverkare förbiser denna aspekt kan det resultera i felaktiga hål, vilket kan leda till att kretskortet skrotas.Å andra sidan kan laserborrning skapa mindre hål. Laserborrning är en beröringsfri process där arbetsstycket och verktyget inte kommer i kontakt med varandra. En laserstråle används för att ta bort material från kretskortet och skapa exakta hål, vilket möjliggör enkel kontroll av borrdjupet. Laserteknik används för att enkelt borra vias med kontrollerat djup, vilket möjliggör exakt borrning av hål med en minsta diameter på 2 mil (0,002 tum). Begränsningar med laserborrning Kretskort (PCB) är gjorda av koppar, glasfibrer och hartser, som har olika optiska egenskaper, vilket gör det utmanande för laserstrålen att effektivt penetrera kretskortet. Laserborrning har i detta fall också relativt högre kostnader.PCB-borrningsprocess
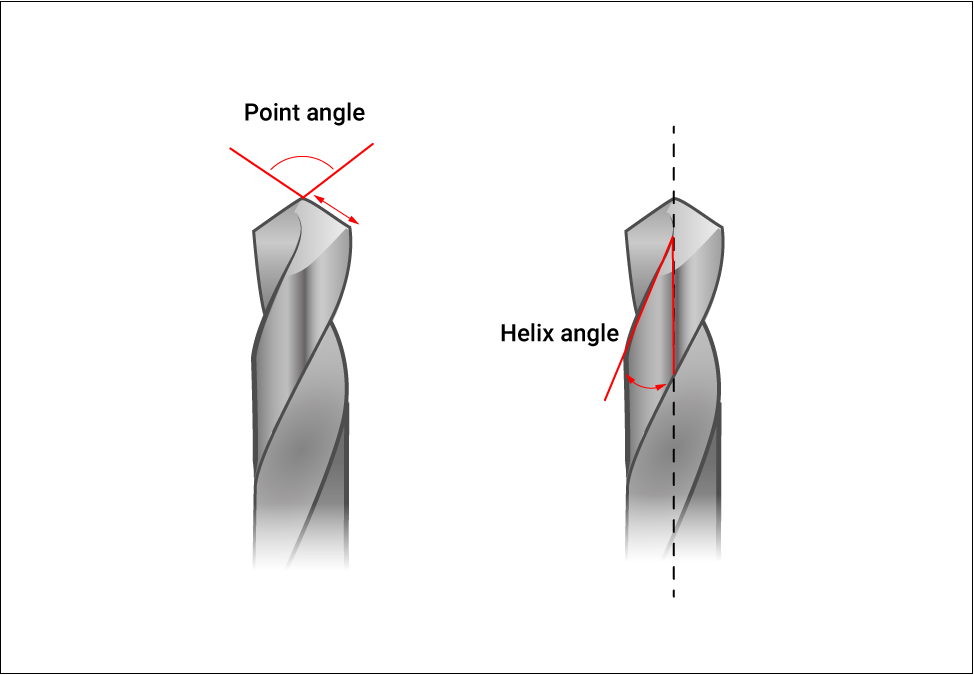
För kretskortsingenjörer är det viktigt att förstå kretskortstillverkning när de designar kretskort. Detta säkerställer att kretskortsdesignen är tillverkningsbar och tillförlitlig. Omvänt kan beaktande av tillverkningsprocesser under designen minska kostnaderna och möjliggöra snabb produktleverans. Efter lamineringsprocessen lastas flerskiktskortet på borrmaskinens utgångsmaterialpanel. Utgångsmaterialet minskar bildandet av grader. Grader är utskjutande delar av koppar som bildas när borraxeln penetrerar kortet. Ovanpå denna panel staplas fler lager och justeras noggrant. Slutligen placeras ett ark aluminiumfolie över hela stapeln. Aluminiumfolien förhindrar inträdesgrader och avleder värmen som genereras av borrkronans snabba rotation. När det erforderliga antalet hål har borrats skickas kretskortet för avgradning och rengöringsbehandling. På grund av den kritiska vikten av borrkvalitet måste verktygens geometri beaktas. Snabbstål (HSS) och volframkarbid (WC) är vanligt förekommande borrmaterial för borrning i kompositmaterial. Under bearbetning kan glasfiberförstärkt polymer (GFRP) och hårda legeringsverktyg ge en längre verktygslivslängd. Hårdlegeringsborr används vanligtvis för kretskortsborrning.- Punktvinkel och helixvinkel
Spetsvinkeln på PCB-borrkronan är 130° och spiralvinkeln ligger mellan 30° och 35°. Spetsvinkeln är placerad vid borrkronans spets och mäts mellan de mest framträdande skäreggarna. Spiralvinkeln är vinkeln på sidan av borrkronan vid skärningspunkten.
- Numerisk styrd (NC) borrmaskin
En CNC-borrmaskin är en förprogrammerad CNC-maskin (computer numeric control). Borrning utförs baserat på XY-koordinater som matas in i CNC-systemet. Spindeln roterar med högt varvtal för att säkerställa exakt borrning på brädet. När spindeln roterar med hög hastighet genereras värme på grund av friktion mellan hålväggen och spindeln, vilket smälter hartskomponenterna på hålväggen och leder till hartsutsmetning. När de nödvändiga hålen är borrade kasseras utgångs- och ingångspanelerna. Detta är en mindre detalj av vad som händer i verkstaden. Till skillnad från etsnings- och pläteringsprocesser har borrprocesser inte en fast varaktighet. Borrtiden i verkstaden varierar beroende på volymen av hål som ska borras.
Två viktiga aspekter av PCB-borrning
Bildförhållandet avser förmågan att effektivt plätera koppar inuti ett hål (via). När diametern minskar och djupet ökar blir plätering av koppar inuti hålet en utmanande uppgift. Detta kräver ett elektropläteringsbad med hög, enhetlig pläteringskapacitet så att vätskan kan flöda in i de små hålen. Bildförhållande (AR) = (Håldjup / Borrdiameter) Bildförhållandet för vior är 10:1 och för mikrovia 0,75:1. Vanligtvis, för ett 62 ml kretskort, kan den minsta borrstorleken vara 6 mil.Koppar-koppar-avståndet är det plana gapet mellan den borrade hålkanten och närmaste kopparelement. Närmaste kopparelement kan vara ett kopparspår eller något annat aktivt kopparområde. Detta är en avgörande faktor eftersom även små avvikelser kan leda till kretsavbrott. Det typiska kopparborrvärdet är cirka 8 mil. Minsta avstånd = Ringbredd + Lödmaskens dammavståndKlassificering av PCB-borrning
Pläterade genomgående hål (PTH) är en ledande via som transporterar signaler, vilket möjliggör sammankopplingar mellan olika lager på kretskortet. Den används för att säkert montera komponenter under kretskortets monteringsprocessen. Icke-pläterade genomgående hål (NPTH) är icke-ledande hål. Dessa hål har inga toleransnivåer, eftersom komponenter inte passar om hålstorleken är för stor. Att borra hål i ett kretskort är en utmanande uppgift som kräver hög precision och efterlevnad av specifika designregler.Pläterat genomgående hål (PTH)
Färdig hålstorlek (minimum) = 0,006 tum Ringstorlek (minimum) = 0,004 tum Kant-till-kant-avstånd (från alla andra ytfunktioner) (minimum) = 0,009 tumIcke-pläterat genomgående hål (NPTH)
Färdig hålstorlek (minimum) = 0,006 tum Kant-till-kant-avstånd (från alla andra ytfunktioner) (minimum) = 0,005 tumRisker vid PCB-borrning
Efter upprepad användning är borrverktygen benägna att slitas och gå sönder, vilket leder till följande problem:- Försämrad noggrannhet i hålpositioneringen
När borrkronan inte träffar den önskade punkten och rör sig längs samma axel påverkas precisionen. Avdrift vid borrning kan orsaka att hålets ringar skär varandra eller spricker.- Ojämnheter inuti de borrade hålen
Ojämn kopparplätering kan resultera i ojämn kopparplätering, vilket leder till lufthål och sprickor i röret. Kopparpläteringslösning kan infiltrera hålväggarna och orsaka en minskning av isoleringsmotståndet.På grund av värmen som genereras under borrningen kan hartset i kretskortet smälta. Det smälta hartset fastnar på hålväggarna, vilket orsakar hartsutsmetning. Detta leder i sin tur till dålig kopparplätering och ledande fel mellan vior och kretsens inre lager. Hartsrester avlägsnas med kemiska lösningar.- Förekomst av in- och utgångsgrader
Gradning avser onödigt utstickande av koppar från hålen efter borrning, vilket förekommer på ovansidan och undersidan av flerskiktade kretskort.Felaktiga borrförhållanden kan göra att det inre kopparskiktet böjs, vilket leder till ojämn plätering och problem med konduktiviteten.Delvis separering av PCB-lager kallas delaminering, och felaktig borrning kan orsaka delaminering.Åtgärder för att avhjälpa
- Process för borttagning av rester
Detta är en kemisk process som används för att avlägsna smält harts som avsatts på hålväggar. Processen eliminerar oönskat harts och förbättrar konduktiviteten genom viaen.Detta är en mekanisk process som kan eliminera de upphöjda ändarna (grader) på metallen (koppar), så kallade grader. Eventuella kvarvarande fragment inuti hålet avlägsnas genom avgradningsprocessen, följt av en upprepad rengöringsprocess.Kan undvikas genom att använda laserborrning. Som tidigare nämnts kommer arbetsstycket och verktyget inte i kontakt med varandra vid laserborrning, vilket eliminerar delaminering.PCB-borrningstekniker
Borra styrhål för korrekt borrning
Det första steget innan man utför någon borrning är att skapa ett styrhål. Detta görs för att förhindra att borrkronan "vandrar", vilket innebär att borrkronan börjar på en position och sedan rör sig i en oväntad riktning under borrningen. Styrhålet kan göras manuellt med små borrkronor eller automatiskt med ett verktyg som kallas en borrpress. Om styrhålen görs med en borrpress dras borrkronorna ut en efter en från verktyget. Antalet borrkronor som används i denna process beror på storleken på det kretskort som borras. Om till exempel ett 0,2-millimetersborr används kan ett hål borras av fyra. Denna process lämnar vanligtvis ett litet metallmärke på kretskortet när varje borrkrona tas bort.Använd vertikala PCB-borrkronor för borrning i vinkel
Borrning i vinkel kräver specialborrar, som vanligtvis säljs i set och finns i olika storlekar. Storlekarna inkluderar:
Trådmätareborr: Används för trådar med en tjocklek på 0,8 till 1 millimeter.
Små borrkronor: Lämpliga för hål med en tjocklek eller diameter från 0,7 till 2 millimeter, inklusive platta och runda former.
Medelstora borrkronor: Denna typ används för att borra hål med en tjocklek eller diameter från 2 till 10 millimeter, vanligtvis inklusive platta och runda former.
Stora borrkronor: Dessa borrkronor används för hål på 5 millimeter eller större. De kan vara plana eller runda, beroende på tillverkare.
Använd borrkronor av rätt storlek
Det är viktigt att se till att borrkronorna som används för kretskortet har rätt storlek. Om borren är för stor kan den skada komponenterna inuti kretskortet under borrningen. Å andra sidan, om den är för liten, kommer den inte att tillåta kablar att passera genom det borrade hålet.Använda borrkronor med lämplig hastighet och kraft
Borrets kraft och hastighet avgör borreffektiviteten på metall. De vanligaste alternativen är:
Höghastighetsborr: Denna typ av borr kan snabbt och effektivt borra genom metall, men längre tids användning i en enda session kan leda till problem.
Snabbstålsborrkronor: Dessa typer används för större borroperationer och är lämpliga för borrning av flera, inte för tjocka kretskort.
Pläterade borrkronor: Dessa borrkronor används för borrning och plätering av kretskort, samt för borrning på tjocka plattor eller i samband med en högfrekvent lufthammare.
Använda en borrmaskin
En borrmaskin är det bästa valet för att säkerställa att de mest exakta hålen borras. Deras borreffektivitet är minst fyra gånger högre än handhållna borrar, och de använder vanligtvis borrkronor av industristandard.Förstå hur en borrmaskin fungerar
Borrmaskiner varierar beroende på kostnad och kapacitet, men de fungerar alla genom att applicera lämplig mängd tryck för att borra genom metall. Ju större det applicerade trycket är, desto snabbare borrhastighet. Det finns olika typer av borrning, såsom "korsborrning", "dykborrning", "ventilationshål" och "fasborrning". Den mest använda typen av borrmaskin har en vertikal panel (borrar i en metallplatta i en viss vinkel). När du använder denna typ, se till att borrkronan är vänd uppåt och att vinkeln matchar hålen på kretskortet.Använda en borrmaskin för att borra kretskort
En borrmaskin kan användas i varje steg av kretskortsborrning, särskilt när precisionsborrning krävs. Även om det tar lite tid att ställa in borrmaskinen kan den ge utmärkta resultat när den används korrekt.Var försiktig när du borrar hål
Att borra hål i ett kretskort kan vara utmanande utan rätt verktyg och material. Ta god tid på dig och ha tålamod när du borrar, eftersom det kan skada kretskortet om du gör det snabbt. Se alltid till att borrhastigheten varken är för hög eller för långsam. Det är också viktigt att bära skyddsglasögon när du borrar för att skydda din sikt.Rengöring av kretskortet efter användning av borrkronan
Efter att borrningen av kretskortet är klar är det nödvändigt att rengöra hålen med en borste och lösningsmedel. Lösningsmedlet kommer att ta bort eventuella metallskräp som kan ha genererats under borrningen på kretskortet, vilket säkerställer att kretskortet kan användas effektivt efter att det är klart.Applicera lödtenn på borrhål
Efter att du har slutfört borrningen av kretskortet måste du applicera lödtenn på de nya hålen och smälta dem med en lödkolv med en liten spets. För att säkerställa korrekt vidhäftning av lödtennet, för en tråd genom ett av hålen och värm den. Detta förhindrar att lödtennet droppar ut ur hålet. Tryck sedan försiktigt för att säkerställa en säker anslutning. Se till att det inte finns några små skräp och flisor på kretskortet när du borrar eller gör spår med lämplig borr. Om skräp eller flisor hittas på borrkronan kan det orsaka problem under borrningsprocessen och resultera i oönskade resultat. När det gäller borrning av kretskortet, om operationen utförs korrekt, kan den slutföras utan att skada borrkronorna. Men om mekaniska delar kommer i kontakt med borrkronorna under maskinens drift kan det orsaka skador på dem.Verifieringstekniker för DFM-kretskortsborrning:
- Bildförhållandet måste hållas till ett minimum för att undvika slitage på borren.
- Ju fler borrstorlekar som läggs till, desto fler borrkronor behöver tillverkaren använda. Omvänt kommer en minskning av variationen i borrhålsstorlekar att minska borrtiden.
- Bekräfta att du har definierat borrhålstyperna (PTH/NPTH).
- Validera borrhålens placering/dimensioner mellan borrfilen och fabriksutskriften.
- Slutna hål mindre än 0,006 tum måste åtgärdas.
- Om borrhål och andra detaljer på kopparlagret faller utanför kretskortets kontur, minska storleken på det pläterade genomgående hålet (PTH) för att uppfylla kraven för minsta bildförhållande (A/R).
- För pläterade genomgående hål (PTH) med toleranser mindre än +/- 0,002" och för icke-pläterade genomgående hål (NPTH) med toleranser på +/- 0,001", visa bågarna på tillverkningsritningen för saknade NPTH-borrhål/spår eller skårpositioner från borrfilen.
- Tillsätt lödtenn i borrhålen.
- Använd en precisionsborrpress för noggrann borrning.
- Rengör kretskortet efter borrning.
Omfamna innovativ kunskap och höj dina färdigheter inom kretskortsborrning med dessa förfinade tekniker. Genom att införliva dessa 9 utsökta metoder i dina projekt kommer du att släppa lös en värld av precision och effektivitet i din kretskortstillverkningsprocess. Ligg steget före och se hur dina designer blomstrar med felfritt utförda borrhål, vilket banar väg för sömlösa elektroniska anslutningar. Börja din resa mot perfektion i kretskortstekniken idag och låt innovation och expertis vägleda dig till oöverträffad framgång i kretsteknikens värld.
Förvandla din kretskortstillverkning med SprintPCB SprintPCB är ett välkänt högteknologiskt företag som specialiserar sig på att leverera exceptionella kretskortstillverkningstjänster till globala kunder. Med vår omfattande branschkunskap och konkurrenskraftiga priser kan du rikta ditt fokus mot de viktigaste delarna av din organisation. Kontakta oss idag för att utforska potentialen för samarbete och uppleva hur vi kan hjälpa dig att överträffa dina mål.